

Čo je Hot Melt Film a ako to funguje?
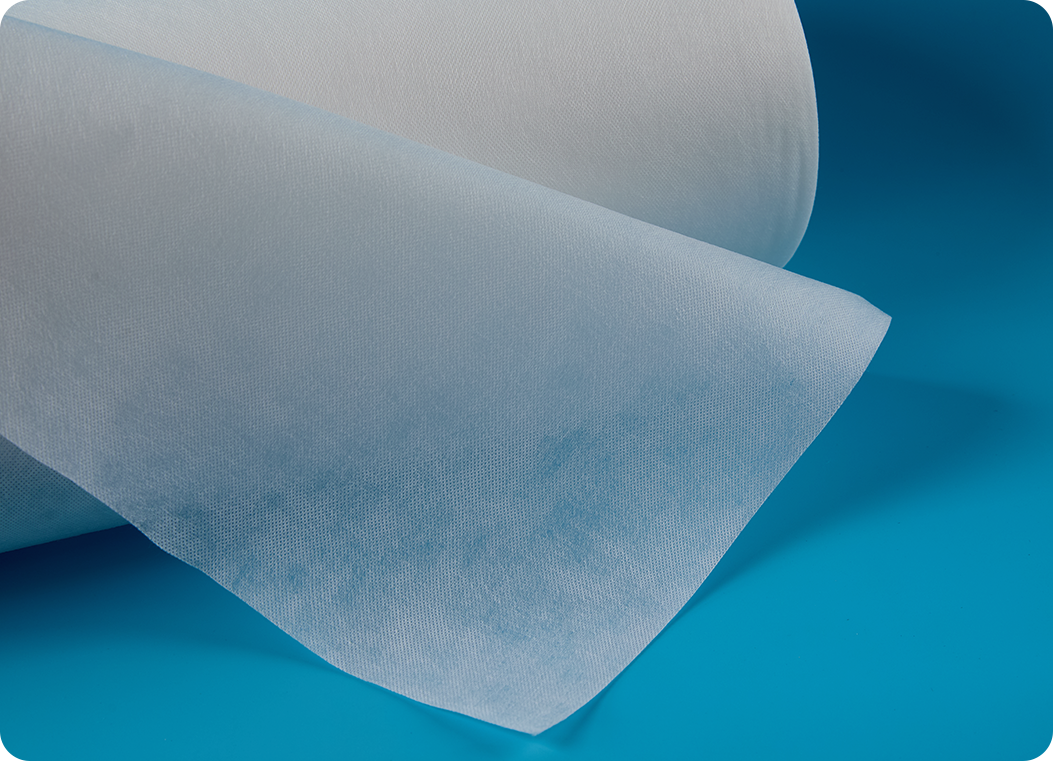
Tavná fólia je termoplastický adhezívny materiál vytvorený do tenkej, rovnomernej vrstvy, ktorá spája dva substráty pri pôsobení tepla a tlaku. Na rozdiel od tekutých lepidiel sa dodáva v pevnej forme – zvyčajne ako kotúč alebo list – vďaka čomu je manipulácia s ním čistá, ľahko sa skladuje a je vysoko konzistentná v hrúbke aplikácie. Pri zahriatí nad svoju aktivačnú teplotu sa fólia topí, steká do povrchu materiálov, s ktorými prichádza do styku, a po ochladení vytvára trvanlivé spojenie.
Chemické zloženie jadra sa líši v závislosti od zamýšľaného použitia. Bežné základné polyméry zahŕňajú:
- Polyuretán (PU) — ponúka vynikajúcu flexibilitu, odolnosť proti vlhkosti a umývateľnosť, široko používaný v textíliách a obuvi
- polyetylén (PE) — cenovo výhodná možnosť pre aplikácie na balenie a ľahké lepenie
- Etylénvinylacetát (EVA) — dobrá lepivosť a nízka aktivačná teplota, vhodné na lepenie peny a textílií
- Kopolyamid (CoPA) a kopolyester (CoPES) — vysokovýkonné možnosti pre náročné priemyselné prostredia vyžadujúce tepelnú odolnosť alebo chemickú stabilitu
Teploty aktivácie sa zvyčajne pohybujú od 80 °C až 180 °C v závislosti od formulácie a spojovací tlak sa zvyčajne aplikuje pomocou valcových alebo lisovacích systémov. Neprítomnosť rozpúšťadiel je kľúčovou výhodou – horúca tavenina neprodukuje počas spracovania žiadne emisie VOC, čo podporuje čistejšie výrobné prostredie a zjednodušuje dodržiavanie environmentálnych predpisov.

Tavná laminácia: Proces, vybavenie a kľúčové parametre
Tavná laminácia je proces použitia fólie horúcej taveniny na spojenie dvoch alebo viacerých vrstiev materiálu do jednej kompozitnej štruktúry. Je široko používaný v odvetviach vrátane odevov, automobilových interiérov, zdravotníckych textílií, filtrácie a technických netkaných textílií. Laminovaný produkt zvyčajne kombinuje vlastnosti každej vrstvy substrátu – napríklad priedušnosť látky s hydroizoláciou membrány alebo mäkkosť peny so štrukturálnou podporou tkaného podkladu.
Proces laminácie zahŕňa tri hlavné fázy:
- Podávanie a odvíjanie filmu — fólia horúcej taveniny sa odvinie z kotúča a vloží sa medzi lepené substráty
- Kúrenie a aktivácia — fólia prechádza vyhrievanou zónou (valce kalandra, plochý lis alebo infračervený ohrievač), ktorá zvyšuje jej teplotu nad bod topenia
- Lepenie a chladenie — Zverné valčeky stlačia aktivovaný film medzi dva substráty a zostava sa ochladí, aby sa zafixovala väzba
Medzi kritické parametre procesu patrí rovnomernosť teploty, rýchlosť linky, tlak v štrbine a čas zotrvania. Odchýlky v ktoromkoľvek z týchto faktorov môžu viesť k neúplnému spojeniu, delaminácii alebo poškodeniu substrátu. Moderné laminovacie linky často integrujú riadiace systémy PLC na udržanie úzkych tolerancií všetkých parametrov v reálnom čase.
| Typ filmu | Typická teplota aktivácie | Spoločná aplikácia | Kľúčová vlastnosť |
|---|---|---|---|
| PU horúca fólia | 100 až 140 °C | Športové oblečenie, obuv, zdravotnícky textil | Pružnosť, umývateľnosť, priedušnosť |
| EVA tavná fólia | 80 až 120 °C | Penová laminácia, balenie | Nízka aktivačná teplota, dobrá priľnavosť |
| Tavný film CoPA | 130 až 170 °C | Automobilové, priemyselné kompozity | Vysoká tepelná odolnosť, chemická stabilita |
| CoPES Hot Melt Film | 120 až 160 °C | Technické netkané textílie, filtrácia | Rozmerová stálosť, trvanlivosť |
Tavný film vs. iné spôsoby laminácie
Tavná laminácia konkuruje niekoľkým ďalším technológiám spájania, z ktorých každá má odlišné kompromisy. Pochopenie toho, kde film z taveniny vyniká – a kde nie – pomáha výrobcom robiť informované výbery materiálov a procesov.
verzus laminácia plameňom
Laminácia plameňom priamo roztaví povrch polyuretánovej peny a vytvorí spojenie, čím sa eliminuje potreba lepiacej vrstvy. Je rýchly a lacný, ale vytvára spaľovanie s otvoreným plameňom, vytvára prchavé zlúčeniny a ponúka obmedzenú kontrolu nad kvalitou spoja. Laminovanie filmu taveninou úplne eliminuje horenie , vďaka čomu je vhodný na citlivé podklady, ako sú membrány, elastické tkaniny a jemné netkané textílie, ktoré by sa priamym plameňom poškodili.
vs. Lepiaca laminácia na báze rozpúšťadla
Rozpúšťadlové lepidlá ponúkajú silnú počiatočnú priľnavosť a dobré pokrytie, vyžadujú si však sušiace tunely, systémy regenerácie rozpúšťadiel a prísne kontroly vetrania. Predstavujú tiež výzvy pre recyklovateľnosť na konci životnosti. Fólia z horúcej taveniny nevyžaduje sušenie, regeneráciu rozpúšťadla a znižuje celkovú spotrebu energie o 20-40% v porovnateľných výrobných scenároch podľa priemyselných benchmarkov.
verzus vodná (vodná) adhezívna laminácia
Lepidlá na báze vody sú z hľadiska životného prostredia výhodnejšie ako rozpúšťadlá, ale stále vyžadujú dlhší čas schnutia a vytvrdzovania. Pri vysokých rýchlostiach linky môžu mať problémy s dosiahnutím konzistentnej pevnosti spoja. Na rozdiel od toho sa film horúcej taveniny spája ihneď po ochladení, čo umožňuje rýchlejšia priepustnosť a inline kontrola kvality bez čakania na liečebné cykly.
Priemyselné aplikácie tavnej laminácie
Všestrannosť fólie z taveniny z nej robí základný materiál v mnohých odvetviach. Nižšie sú uvedené hlavné odvetvia, ktoré riadia dopyt:
- Odevy a športové oblečenie — PU tavná fólia sa vo veľkej miere používa na laminovanie nepremokavých membrán (ako je PTFE alebo TPU) na látky vonkajšieho plášťa, čím sa vytvárajú priedušné odevy odolné voči poveternostným vplyvom. Nahrádza tiež prešívané švy v aplikáciách bezšvového lepenia, znižuje hmotnosť a zlepšuje vodotesnosť.
- Obuv — zvršok topánok, vložky do topánok a výstužné komponenty sú spojené pomocou tavnej fólie, ktorá ponúka presnú kontrolu nad šírkou spoja a vynikajúcu odolnosť voči opakovanému ohýbaniu a praniu.
- Automobilové interiéry — výplne dverí, stropy, poťahy sedadiel a obloženia kufra sú laminované pomocou fólií CoPA alebo CoPES, ktoré znášajú vysoké teploty a UV žiarenie interiéru vozidla počas životnosti 10 rokov.
- Zdravotnícky a hygienický textil — sterilné rúška, chirurgické plášte a výrobky na ošetrovanie rán sa spoliehajú na PU tavné fólie, ktoré neobsahujú rozpúšťadlá a sú bezpečné pre kontakt s pokožkou, pričom si zachovávajú bariérovú účinnosť.
- Filtrácia a technické netkané textílie — laminácia za horúca spája filtračné membrány s nosnými vrstvami bez blokovania pórov, pričom zachováva prúdenie vzduchu a účinnosť zachytávania častíc.
- Balenie — Výrobcovia flexibilných obalov používajú PE a EVA tavné fólie na výrobu viacvrstvových laminátov kombinujúcich bariérové fólie, fólie a tlačové vrstvy.
Výber správneho filmu z taveniny: Kľúčové kritériá hodnotenia
Výber správnej fólie z taveniny na laminovanie vyžaduje prispôsobenie viacerých parametrov produktu substrátu, požiadavkám na konečné použitie a výrobnému prostrediu. Medzi najdôležitejšie kritériá patrí:
- Kompatibilita aktivačnej teploty — fólia sa musí aktivovať pod tepelnou toleranciou najcitlivejšieho substrátu. Pre jemné tkaniny alebo termoplastické membrány sa uprednostňujú EVA alebo mäkké PU fólie s nízkou aktiváciou.
- Hrúbka filmu (gsm / mikrón) — tenšie vrstvy (15–30 g/m2) zachovávajú omak textílií a zachovávajú priedušnosť; hrubšie fólie (50–100 g/m2) poskytujú väčšiu pevnosť spoja pre tuhé alebo polotuhé podklady.
- Pevnosť v odlupovaní a pevnosť v strihu — špecifikované v N/cm alebo N/25 mm, tieto hodnoty musia prekročiť mechanické namáhanie, ktorému bude lepený kompozit vystavený pri používaní, vrátane ťahových, odlupovacích a šmykových síl.
- Odolnosť voči praniu a chemickému čisteniu — aplikácie odevov zvyčajne vyžadujú testovanie praním podľa ISO 6330 alebo EN ISO 15797; fólia si musí zachovať integritu spoja počas 20–50 umývacích cyklov pri špecifikovaných teplotách.
- Otvorený čas — doba, počas ktorej zostane roztavený film po zahriatí lepiteľný. Dlhšie otvorené časy umožňujú presnejšie zarovnanie substrátu na pomalších výrobných linkách.
- Súlad s predpismi — lekárske aplikácie a aplikácie prichádzajúce do styku s potravinami vyžadujú fólie spĺňajúce normy REACH, RoHS alebo FDA; kupujúci by si mali ako štandardnú prax vyžiadať dokumentáciu MSDS a správy o testoch tretích strán.
Pre väčšinu priemyselných nákupcov vyžiadanie vzoriek filmov a vykonanie laminovacích skúšok na skutočnom výrobnom zariadení je najspoľahlivejší spôsob, ako overiť vhodnosť materiálu predtým, ako sa zaviažete k hromadným objednávkam. Renomovaní dodávatelia poskytnú aplikačnú podporu a odporúčania procesných parametrov ako súčasť svojich technických služieb.






